
 – David Hopkins / Education & Leadership")



 is Favored for Water Tanks")
LDPE (Low Density): This material has a high degree of short and long-chain branching. This means the polymer chains do not pack together very tightly in a crystal structure. It is more “open” and less dense, which results in a material that is highly flexible and ductile.
While the industry often uses LLDPE (Linear Low-Density Polyethylene) for tanks, the “Low Density” family is preferred for several structural and manufacturing reasons:
A. Rotational Molding Compatibility
Most domestic and industrial water tanks are produced via Rotational Molding (Rotomolding). In this process, resin powder is placed inside a hollow mold, which is then heated and rotated on two axes.
- LDPE/LLDPE has a superior melt flow index for this process. It coats the interior of the mold evenly, ensuring a consistent wall thickness without the internal stresses that stiffer materials like HDPE might develop during the slow cooling process.
B. Stress Crack Resistance (ESCR)
Water tanks are stationary but are subject to constant expansion and contraction due to temperature changes and the weight of the water.
- LDPE is naturally more “rubbery.” This flexibility allows the tank to “breathe” as it fills and empties.
- If a tank were made of pure, rigid HDPE, the constant flexing could lead to Environmental Stress Cracking, especially around the fittings and corners where stress is concentrated.
C. Impact Resistance
Tanks are often kept outdoors. LDPE is remarkably resilient against impacts. If a heavy object hits an LDPE tank, the material is more likely to deform and bounce back than to shatter or crack.
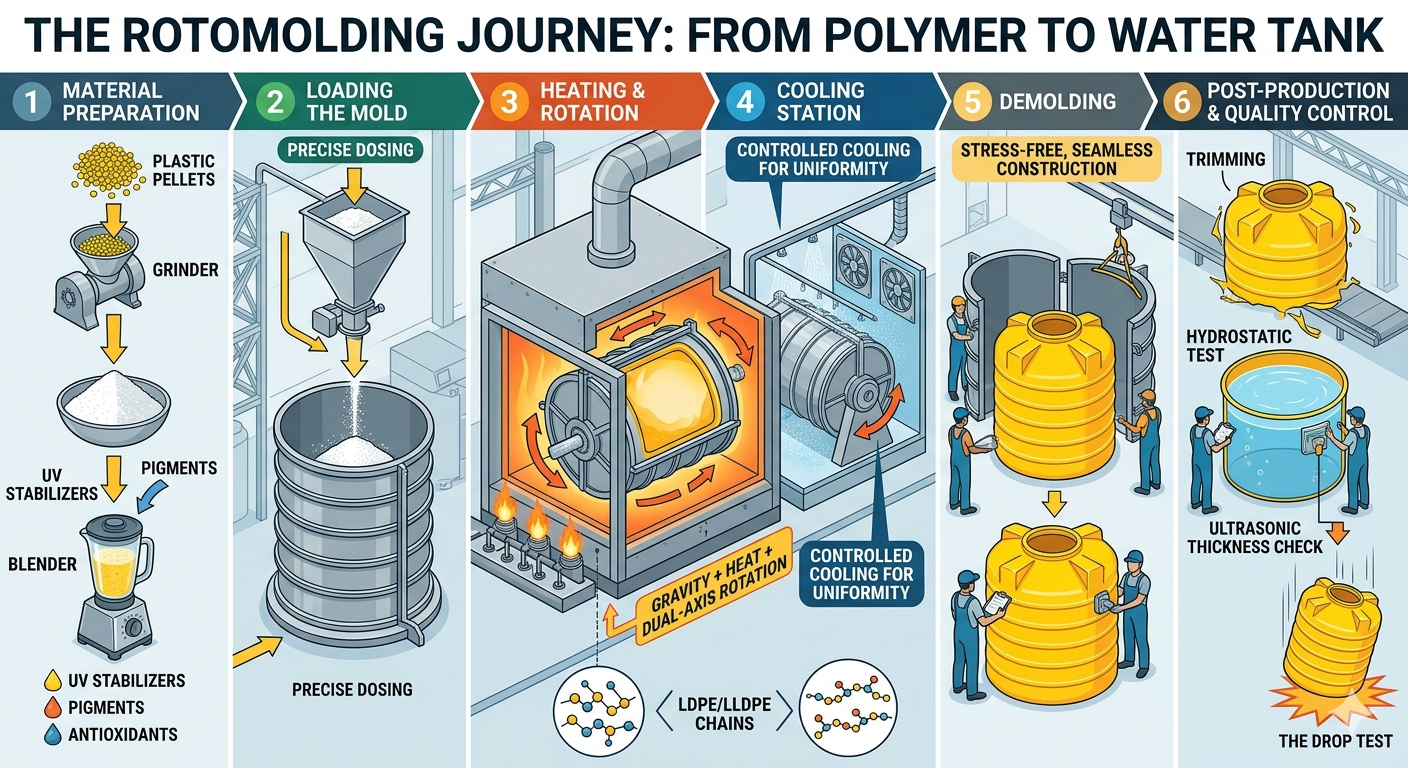
The production of water storage tanks via Rotational Molding (or Rotomolding) is a fascinating synergy of polymer chemistry, thermodynamics, and mechanical engineering. To understand why this process is the industry standard—and why specific materials like LLDPE/LDPE are chosen—we must examine the journey from raw plastic granules to a finished 5,000-liter reservoir.
Phase I: Material Selection and Preparation
The foundation of a high-quality water tank lies in the polymer. While HDPE is used for high-pressure pipes, the “low-density” family dominates the tank market due to its Melt Flow Index (MFI) and Environmental Stress Crack Resistance (ESCR).
1. Grinding and Pulverization
Polyethylene usually arrives from the petrochemical plant in the form of small pellets. However, rotomolding requires a fine powder (typically 35 mesh or 500 microns).


- The Process: Pellets are fed into a high-speed pulverizer.
- Why Powder? Powder has a higher surface-area-to-volume ratio than pellets. This allows it to melt faster and more uniformly against the mold walls, preventing “bubbles” or “pinholes” in the final tank.
2. Additive Blending
The powder is not just pure plastic. Several critical additives are blended in:
- UV Stabilizers: Since tanks are often kept on rooftops, they are bombarded by ultraviolet radiation. UV stabilizers prevent the polymer chains from breaking down (photo-degradation), which would otherwise make the tank brittle.
- Pigments: Carbon black is common for its UV-blocking properties, but food-grade colorants are used for the “inner layer” (often white) to ensure the water remains potable and easy to inspect.
- Antioxidants: These prevent the plastic from “burning” or oxidizing during the high-heat molding cycle.
Phase II: The Rotomolding Cycle
Rotomolding is a low-pressure, high-temperature process. Unlike injection molding, which “forces” plastic into a shape, rotomolding relies on gravity and heat.
3. Step 1: Loading the Mold
The calculated weight of PE powder is poured into a hollow, two-part mold.
- Precision: The weight must be exact. If you want a tank with a 5mm wall thickness, you must calculate the total surface area of the mold and multiply it by the desired thickness and material density.
- The Mold: Usually made of fabricated steel or cast aluminum. Aluminum is preferred for complex shapes because it conducts heat more evenly.
4. Step 2: Heating and Rotation
The mold is moved into a massive oven. Here, it begins to rotate on two axes simultaneously (bi-axial rotation).
- The Physics: As the mold spins, the powder tumbles across every internal surface. Gravity keeps the powder at the bottom “pool,” but as the metal walls heat up, the powder begins to stick to the hot surface.
- Melting Phase: Layer by layer, the powder fuses together. This is where LDPE/LLDPE shines; its lower viscosity allows it to flow smoothly into corners and over ribs without requiring high pressure.
5. Step 3: The Sintering Process
Once all the powder has adhered to the walls, the mold stays in the oven for a “cook time.” This allows the air bubbles trapped between the powder grains to escape, a process called sintering.
- Critical Control: If the oven is too hot, the plastic degrades. If it’s too cool, the tank will have “rotowebbing” or porous walls that leak.
Phase III: Cooling and Demolding
This is the most sensitive part of the process, where the structural integrity of the tank is finalized.
6. Step 4: Controlled Cooling
The mold moves out of the oven into a cooling station. It continues to rotate bi-axially while being cooled by air or a fine water mist.
- Shrinkage Management: As the plastic cools, it shrinks away from the mold walls. Because LDPE is more flexible, it handles this internal contraction much better than HDPE.
- Uniformity: If one side of the tank cools faster than the other, the tank will warp or “banana.” Constant rotation ensures the liquid-to-solid transition happens uniformly.
7. Step 5: Demolding (Unloading)
Once the temperature drops below the polymer’s solidification point, the mold is opened. The tank is now a single, seamless, stress-free piece of plastic. Unlike other methods, there are no “seams” or “joinery” that could act as weak points.
Phase IV: Post-Production & Quality Control
8. Trimming and Fitting
The “flash” (excess plastic at the mold’s parting line) is trimmed away. Holes are drilled for the inlet, outlet, and overflow valves.
9. Testing Standards
To ensure the tank lasts 15–20 years, it undergoes several tests:
- The Drop Test: A sample tank is frozen to sub-zero temperatures and dropped from a height. This tests the low-temperature impact strength of the LDPE.
- Ultrasonic Thickness Gauge: Technicians use sensors to ensure the wall thickness is consistent across the dome, ribs, and base.
- Hydrostatic Test: The tank is filled to maximum capacity and left for 24 hours to check for leaks or structural bulging.
The Drop Test
Here is an illustration of a technician using an ultrasonic thickness gauge on a tank, ensuring that the dome, ribs, and base maintain a consistent wall thickness as part of its long-term durability testing.

