
 – David Hopkins / Education & Leadership")




The pharmaceutical industry demands the highest standards of hygiene, chemical resistance, and structural integrity for its storage and processing equipment. High-Density Polyethylene (HDPE) has emerged as a premier material for these applications, offering a unique blend of durability and purity. Producing these tanks requires a meticulous process that balances advanced polymer science with precision engineering.
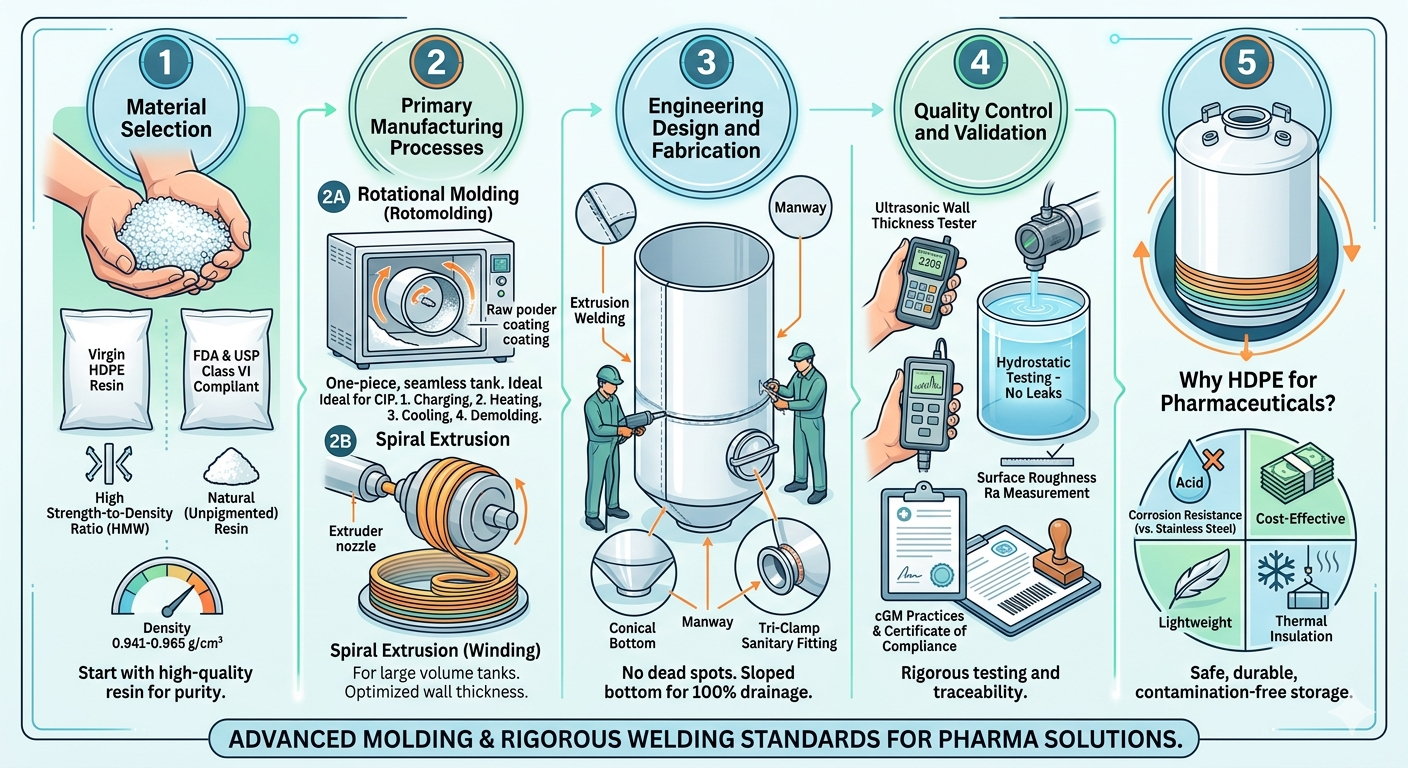
1. Material Selection: The Foundation of Purity
The journey begins with the selection of the raw resin. Not all HDPE is created equal; for pharmaceutical applications, the resin must be virgin grade and compliant with international standards such as the FDA (Food and Drug Administration) and USP Class VI.
- Molecular Weight: High-density polyethylene is characterized by its high strength-to-density ratio. For large tanks, High Molecular Weight (HMW) HDPE is often preferred for its superior environmental stress-crack resistance (ESCR).
- Additives: While industrial HDPE may contain various UV stabilizers or pigments, pharma-grade tanks often utilize natural (unpigmented) resins to ensure there is no risk of pigment leaching into sensitive chemical formulations.
- Density and Melt Flow: The resin typically has a density ranging from 0.941 to 0.965 g/cm³. The Melt Flow Index (MFI) is carefully chosen based on the intended manufacturing process (e.g., lower MFI for extrusion, higher for rotational molding).
2. Primary Manufacturing Processes
There are two dominant methods for creating HDPE pharma tanks: Rotational Molding and Spiral (Helical) Extrusion.
A. Rotational Molding (Rotomolding)
This process is ideal for creating seamless, one-piece tanks that are virtually stress-free.
- Charging: A measured amount of HDPE powder is placed into a hollow mold.
- Heating: The mold is placed in an oven and rotated biaxially (on two axes). As the mold heats, the powder melts and coats the inner walls uniformly.
- Cooling: While still rotating, the mold is moved to a cooling chamber. This ensures the plastic solidifies evenly, maintaining a consistent wall thickness.
- Demolding: Once cooled, the mold is opened, and the finished tank is removed.
Advantages for Pharma: The absence of seams or welds eliminates “dead spots” where bacteria could accumulate, making it highly compatible with CIP (Clean-In-Place) protocols.
B. Spiral Extrusion (Winding)
For very large volume tanks, spiral extrusion is often utilized.
- Core Pre-heating: A cylindrical mandrel is heated to a specific temperature.
- Extrusion: An extruder winds a continuous ribbon of molten HDPE onto the rotating mandrel.
- Overlapping: Each layer overlaps and fuses with the previous one, creating a monolithic wall.
- Reinforcement: This method allows for varying the thickness at the bottom of the tank (where hydrostatic pressure is highest) compared to the top, optimizing material usage.
3. Engineering Design and Fabrication
Once the primary cylinder or shell is formed, the tank enters the fabrication stage. In pharmaceutical environments, the design must account for specific operational stressors.
- Bottom Geometry: Tanks are often designed with conical or sloped bottoms to ensure 100% drainage. This is critical for preventing cross-contamination between batches.
- Fittings and Manways: Connections (inlets, outlets, sensors) are attached using butt-fusion welding or extrusion welding. These techniques ensure the joints are as strong as the base material itself.
- Nozzle Integration: In the pharma sector, “Tri-Clamp” or sanitary flange fittings are standard. These are welded directly to the HDPE body to maintain a leak-proof, sterile environment.
4. Quality Control and Validation
The pharmaceutical industry operates under strict cGMP (current Good Manufacturing Practices). Therefore, the production of HDPE tanks involves rigorous testing:
- Hydrostatic Testing: The tank is filled with water for a set period (usually 24 hours) to check for leaks and structural deformation.
- Wall Thickness Ultrasonic Testing: Ensuring the tank meets the calculated design thickness at all points.
- Surface Roughness: For certain high-purity applications, the internal surface may be inspected to ensure a smooth finish (Ra values), preventing biofilm adhesion.
- Traceability: Every tank is issued a certificate of compliance, detailing the resin batch number, manufacturing date, and test results.
5. Why HDPE for Pharmaceuticals?
The adoption of HDPE over stainless steel in many pharma applications is driven by several factors:
- Corrosion Resistance: HDPE is impervious to a wide range of acids, bases, and salts that would corrode even high-grade 316L stainless steel.
- Cost-Effectiveness: Lower material and fabrication costs compared to exotic alloys.
- Lightweight: Easier installation and reduced structural requirements for flooring.
- Thermal Insulation: HDPE has naturally better insulating properties than metal, which can help maintain the temperature of stored liquids.
Conclusion
The production of HDPE tanks for the pharma industry is a specialized field where material science meets stringent regulatory demands. By employing advanced molding techniques and rigorous welding standards, manufacturers provide a safe, durable, and contamination-free storage solution for the world’s most critical medicines and chemicals.



 Tanks for the Pharmaceutical Industry")