
 – David Hopkins / Education & Leadership")



 Tanks for the Pharmaceutical Industry")
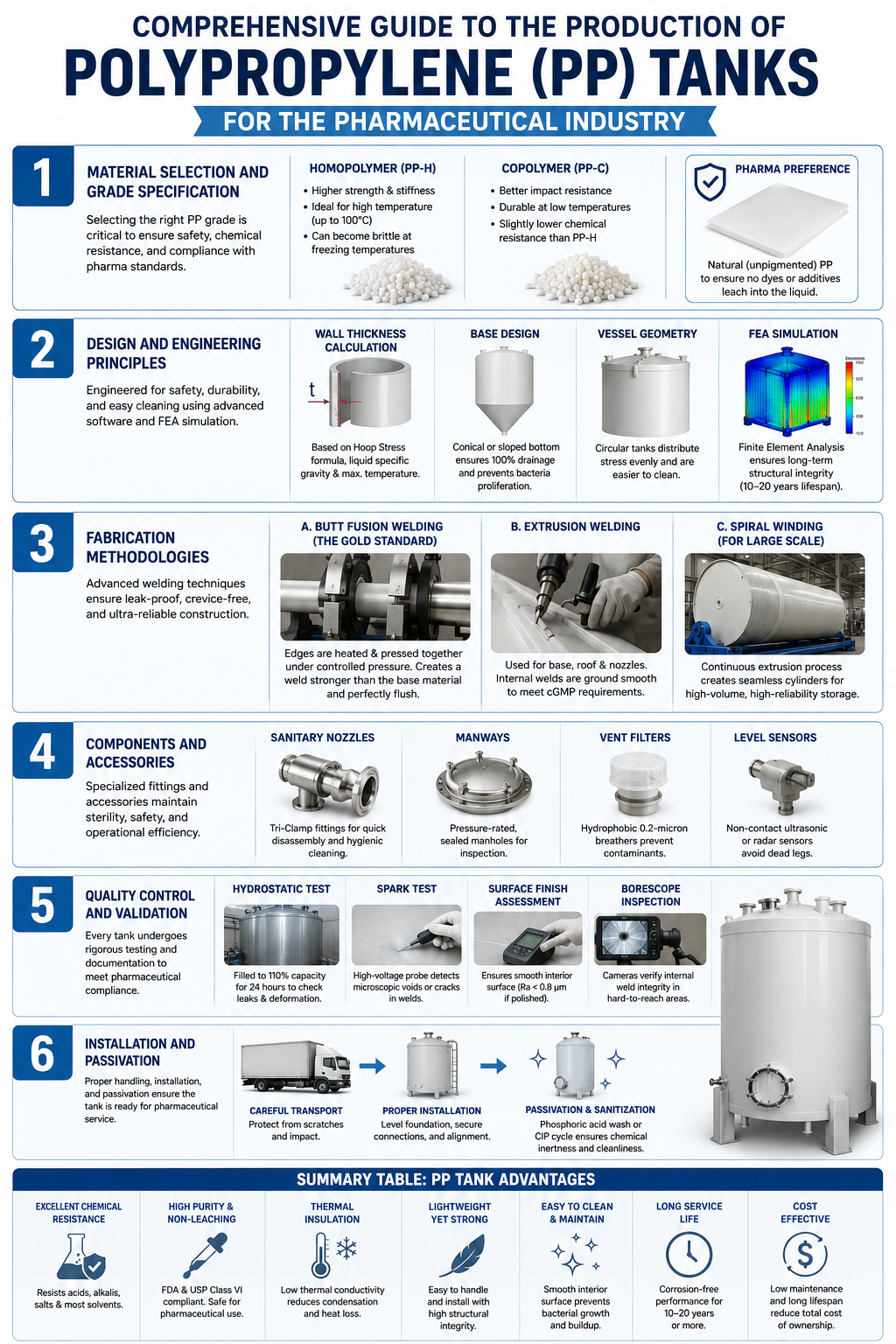
The pharmaceutical industry demands the highest standards of hygiene, chemical resistance, and structural integrity. Polypropylene (PP) has emerged as a premier material for storage and processing tanks due to its exceptional thermal insulation, resistance to organic solvents, and non-leaching properties.
1. Material Selection and Grade Specification
The lifecycle of a high-quality PP tank begins with selecting the correct grade of raw material. Not all polypropylene is created equal, especially when it must meet FDA (Food and Drug Administration) and USP Class VI standards.
Homopolymer vs. Copolymer
- PP-H (Homopolymer): Offers higher strength and stiffness. It is ideal for tanks holding chemicals at higher temperatures (up to 100°C) but can become brittle at freezing temperatures.
- PP-C (Copolymer): Incorporates ethylene, providing better impact resistance and durability at low temperatures, though it has slightly lower chemical resistance than PP-H.
For pharmaceutical applications, Natural PP (unpigmented) is often preferred to ensure no dyes or additives leach into the purified water or chemical reagents.
2. Design and Engineering Principles
Before a single sheet of PP is cut, rigorous engineering must occur. Design software and Finite Element Analysis (FEA) are used to ensure the tank can withstand hydrostatic pressure over a 10-to-20-year lifespan.
Critical Design Factors:
- Wall Thickness Calculation: This is determined by the “Hoop Stress” formula. The thickness must account for the specific gravity of the liquid and the maximum operating temperature, as PP softens when heated.
- Base Design: Tanks are usually designed with a conical or sloped bottom to ensure 100% drainage, preventing stagnant zones where bacteria could proliferate.
- Vessel Geometry: Circular tanks are preferred over rectangular ones because they distribute stress evenly and are easier to clean (no sharp 90-degree corners).
3. Fabrication Methodologies
The production of pharmaceutical PP tanks generally follows three primary fabrication methods, depending on the size and complexity of the vessel.
A. Butt Fusion Welding (The Gold Standard)
For cylindrical tank shells, sheets are joined using a Butt Fusion Machine. The edges are heated to a molten state and pressed together under controlled pressure. This creates a weld that is physically stronger than the surrounding material and perfectly flush, eliminating crevices.
B. Extrusion Welding
For attaching the base, roof, and heavy-duty nozzles, extrusion welding is used. A hand-held or robotic extruder feeds a molten PP rod into the joint. In pharma applications, the “internal” weld must be ground smooth to meet cGMP (current Good Manufacturing Practices) requirements.
C. Spiral Winding (For Large Scale)
Some manufacturers use a continuous extrusion process where molten PP is wound onto a rotating mandrel. This creates a seamless cylinder, which is inherently more reliable than a welded sheet construction for high-volume storage.
4. Components and Accessories
A pharmaceutical tank is more than just a shell; it requires specialized fittings to maintain a sterile environment.
- Sanitary Nozzles: All inlets and outlets use Tri-Clamp fittings. These are designed for quick disassembly and high-level cleaning.
- Manways: Pressure-rated, sealed manholes allow for inspection.
- Vent Filters: Hydrophobic 0.2-micron breathers prevent airborne contaminants or bacteria from entering the tank as the liquid level fluctuates.
- Level Sensors: Non-contact ultrasonic or radar sensors are preferred to avoid “dead legs” or probes that could catch debris.
5. Quality Control and Validation
In the pharmaceutical sector, documentation is as important as the product itself.
Testing Protocols:
- Hydrostatic Testing: Filling the tank to 110% of its capacity for 24 hours to check for leaks or structural deformation.
- Spark Testing: A high-voltage probe is passed over all welds. If there is a microscopic void or crack, a spark will jump, indicating a failure point.
- Surface Finish Assessment: Ensuring the interior is smooth (typically Ra < 0.8 \mu m if polished, though natural PP is inherently smooth).
- Borescope Inspection: Using cameras to verify the integrity of internal welds in hard-to-reach areas.
6. Installation and Passivation
Once produced, the tank must be transported with extreme care to avoid surface scratches. Post-installation, the tank undergoes a Passivation and Sanitization cycle—usually involving a phosphoric acid wash or a high-temperature “clean-in-place” (CIP) cycle—to ensure it is chemically inert before being introduced to the production line.
Summary Table: PP Tank Advantages
| Feature | Benefit to Pharma |
|---|---|
| Corrosion Resistance | Handles aggressive acids and alkalis used in CIP. |
| Lightweight | Easier to install on upper floors of labs. |
| Cost-Effective | Significantly cheaper than 316L Stainless Steel. |
| Zero Leaching | Maintains the purity of deionized and WFI (Water for Injection) water. |
By adhering to these rigorous production standards, PP tanks provide a safe, durable, and compliant solution for modern pharmaceutical manufacturing.



